The Inspection Challenge
Automotive hose assemblies — coolant, fuel, vacuum, brake and power-steering lines — are manufactured and washed in mixed batches and must be segregated post-washing. Manual sorting above 20 units per minute typically degrades accuracy below 95%, creating risks of mis-binning, assembly delays, and field failures. For safety-critical components like brake lines, single errors can trigger recalls.
| Challenge Area | Observed Impact | Risk Level |
|---|---|---|
| Mixed-batch post-wash flow | Part numbers intermixed on conveyor; no automatic separation | Critical |
| Near-identical part profiles | Operators cannot reliably distinguish OD variants within 1 mm | Critical |
| Colour-code ambiguity (wet parts) | Water film desaturates stripe colours, defeating visual coding | High |
| Manual ASRS bin assignment | Operator-entered bin codes cause mis-routing and inventory errors | High |
| Throughput vs. accuracy trade-off | Speed ramp-up forces accuracy compromise above 20 units/min | High |
Why Traditional Methods Fall Short
Machine vision reads the physical part directly, making its classification immune to label damage, lighting shifts and operator fatigue. Traditional approaches all fail in post-wash environments — manual sorting, barcode scanning, color charts, hand gauging, weight sorting, RFID, and batch declarations.
| Method | Limitation | Failure Mode |
|---|---|---|
| Manual visual sort | Fatigue-driven error rate 3–8% after 2 hours continuous | Mis-bin, line stop |
| Barcode / QR scanning | Labels wet, torn or absent post-wash; scan rate drops sharply | Unread parts, holds |
| Colour chart comparison | Ambient light variation and wet surfaces defeat naked-eye grading | Mis-classification |
| Dimensional hand gauging | Contact measurement at line speed is unsafe and impractical | Throughput loss |
| Weight sorting | Hoses of different types may share weight ranges within tolerance | False accept |
| Operator batch declaration | Relies on paperwork integrity; no unit-level verification | Audit non-conformance |
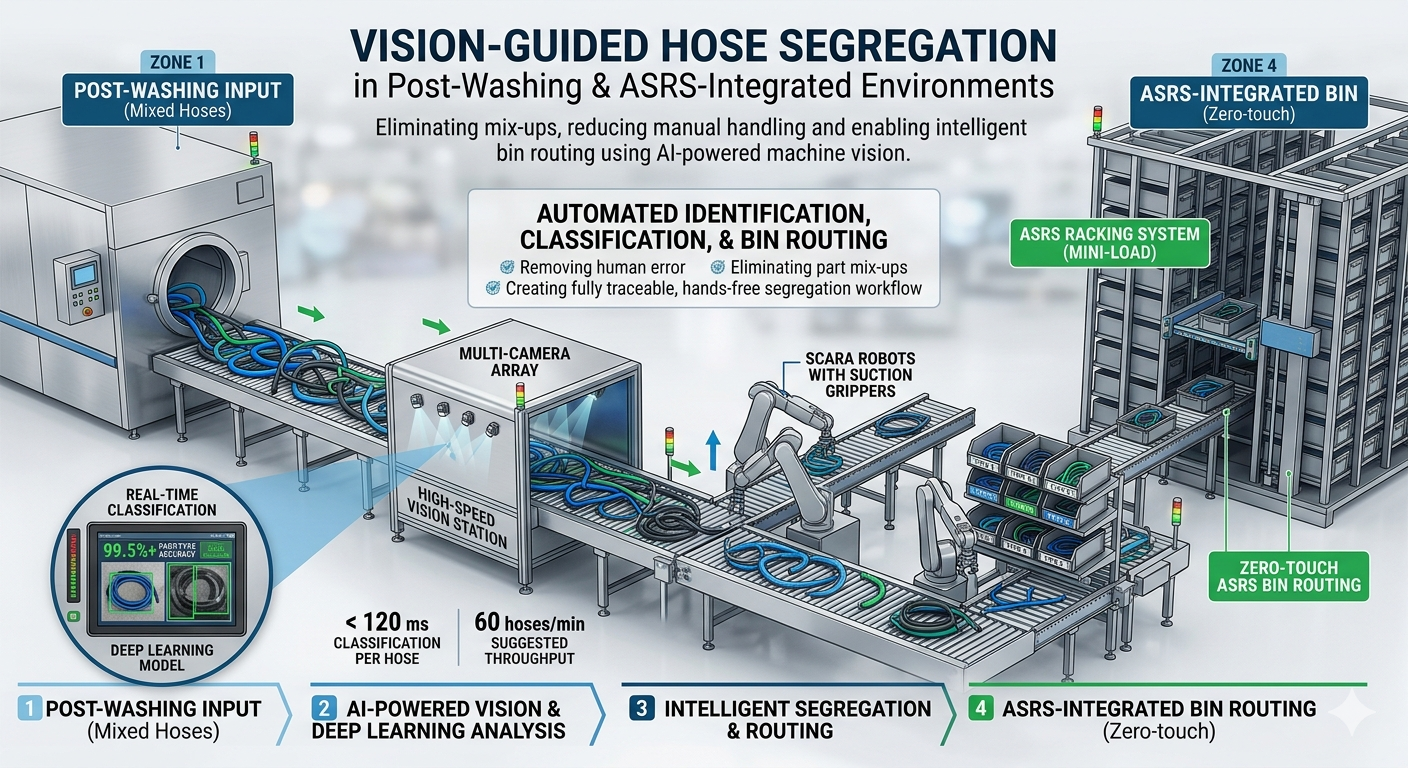
Suggested Machine Vision Architecture
Two area-scan cameras (overhead and lateral) under structured LED illumination capture hoses at the wash exit. A convolutional neural network with ResNet backbone processes dual-view images to identify part type, outer diameter, length, color stripe patterns, and surface anomalies within 120 milliseconds. Results are published via OPC-UA to SCADA and ASRS systems for real-time bin routing.
| Detection Parameter | Method | Accuracy | Cycle Time |
|---|---|---|---|
| Part-type classification | CNN (ResNet backbone) | > 99.5% | < 120 ms |
| Outer diameter category | Calibrated metrology | ± 0.5 mm | < 80 ms |
| Hose length range | Pixel-count metrology | ± 2 mm | < 80 ms |
| Colour stripe pattern | Colour vision + ML | > 99% | < 100 ms |
| Kink / crush defect | Contour morphology | > 97% | < 120 ms |
| Surface mark / cut | Anomaly detection DL | > 96% | < 140 ms |
| Wrong-part / mix-up flag | Classification + catalogue match | > 99.5% | < 120 ms |
Expected Outcomes & ROI
A single automotive hose recall can exceed ₹5–50 crore in direct costs and OEM penalty charges. Vision-guided segregation typically delivers payback within 12–18 months.
| Outcome Metric | Baseline (Manual) | Target (Vision) | Improvement |
|---|---|---|---|
| Part-type mis-sort rate | 3–8% | < 0.1% | > 97% reduction |
| Throughput (hoses/min) | 15–20 | 30–60 | 2–3× increase |
| Operator headcount (sorting) | 2–4 per shift | 0–1 (oversight) | 2–3 FTE redeployed |
| ASRS bin accuracy | 92–95% | > 99.5% | Near-zero mis-bin |
| Part traceability coverage | < 30% (batch level) | 100% (unit level) | Full per-hose record |
| Payback period | — | Typically 12–18 months | Positive ROI |
Implementation Considerations
A three-phase rollout begins with feasibility sampling and model confidence reporting (two weeks), followed by pilot deployment on one line with manual override (validation phase), and finally full ASRS WMS integration. Most facilities complete phases 1–2 within 8–12 weeks.
The full application note covers detailed system architecture, camera and lighting configuration parameters, model training methodology, integration with existing MES and ERP systems, and a step-by-step deployment checklist validated across multiple production sites.


