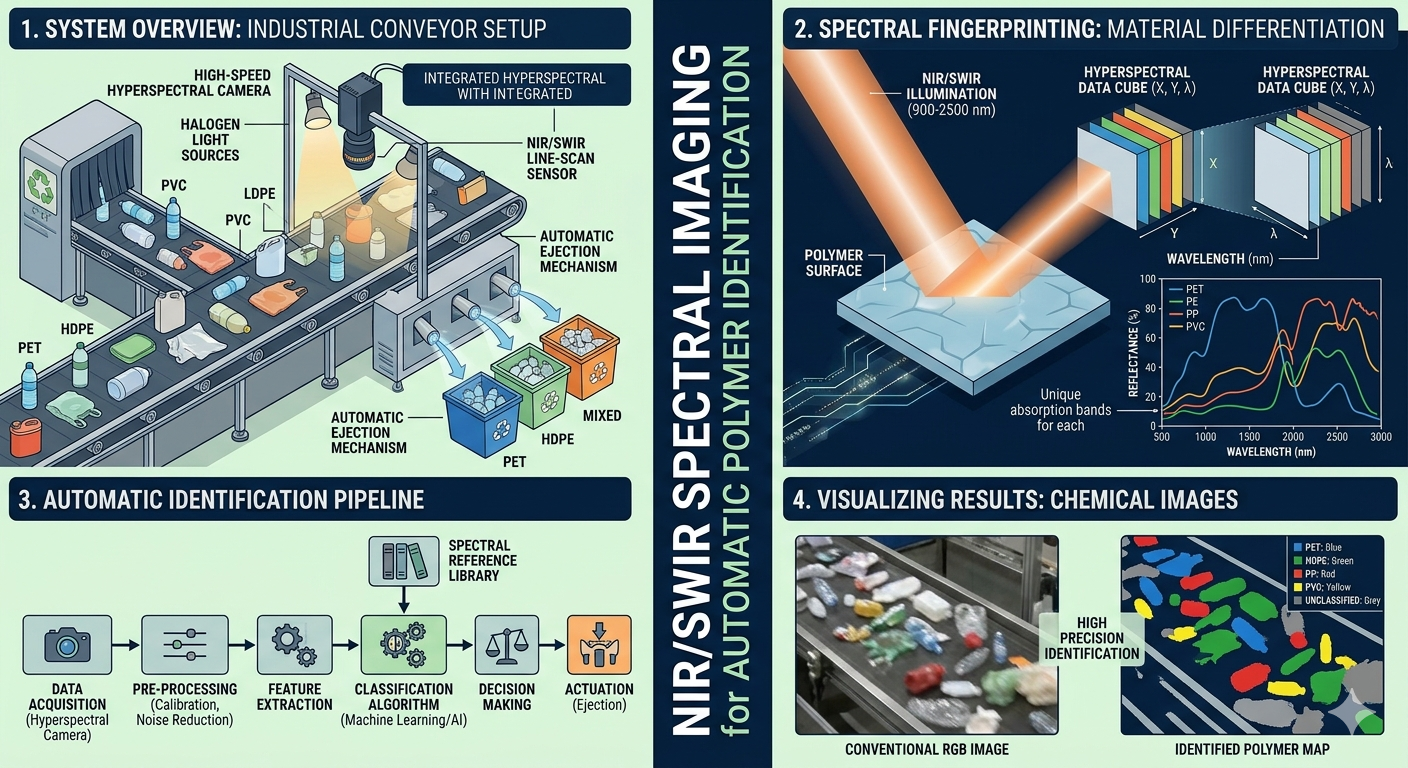
The Polymer Identification Challenge
Common plastics like PET, HDPE, PVC, PP, LDPE, and PS are visually indistinguishable when mixed in a waste stream. RGB cameras cannot distinguish them because differentiation occurs in the near-infrared spectrum (900–1700 nm), beyond visible light. Cross-contamination causes recycled bale degradation; PVC in PET releases hydrochloric acid during reprocessing, damaging equipment and breaching food-grade standards.
| Challenge Area | Root Cause | Downstream Impact |
|---|---|---|
| Visually identical polymers | PET, PP and LDPE share colour and texture ranges | Mis-sorted bales, reprocessing failure |
| Black plastic identification | Carbon black absorbs all visible light; RGB useless | Black plastics unrecycled globally |
| Surface contamination | Dirt, labels and grease mask surface colour cues | RGB cameras mis-classify dirty items |
| PVC cross-contamination | PVC in PET or PP stream degrades entire bale | HCl release, equipment damage, rejected lot |
| Mixed flake / fragment streams | Shredded fragments lack shape or colour identity | No viable non-spectral classification method |
| Manual sorting throughput | Human sorters limited to 30–40 items per minute | Insufficient for high-volume conveyor rates |
Why RGB Cameras Cannot Solve This
NIR/SWIR imaging captures unique spectral absorption profiles for each polymer across 900–1700 nm. PET shows characteristic peaks at 1150 nm and 1450 nm; PP at 1190 nm and 1380 nm; PVC at 1150 nm and 1680 nm. These signatures remain stable regardless of part colour, cleanliness, or shape, making spectral imaging the only reliable in-line polymer identification method at conveyor speed.
| Detection Method | Limitation for Polymer ID | Verdict |
|---|---|---|
| RGB camera (visible light) | Reads surface colour only — cannot detect polymer chemistry | Not viable for polymer ID |
| Manual visual sorting | Cannot distinguish same-colour polymers; fatigues rapidly | Not viable at scale |
| Density / float-sink | Batch process only; cannot sort on moving conveyor | Not inline capable |
| X-ray fluorescence (XRF) | Detects elements, not polymer bonds; slow per-point scan | Impractical at line speed |
| Raman spectroscopy | Point measurement only; dark/black surfaces cause fluorescence | Limited throughput |
| Human + conveyor system | Accuracy drops below 80% for mixed clear/white polymers at speed | Not reliable for purity targets |
Suggested NIR/SWIR System Architecture
A 640×512-pixel global-shutter SWIR camera above the conveyor paired with high-intensity NIR illumination optimized for 900–1700 nm. Per-pixel spectral classification models trained on polymer absorption signatures assign material identity to each region, producing labelled material maps in under 33 milliseconds. Classification results trigger timed air-jet nozzles or mechanical diverters, routing items to designated polymer bins while rejecting PVC and non-plastic contaminants.
| Identification Capability | Spectral Method | Performance | Condition |
|---|---|---|---|
| PET identification | 1150 nm + 1450 nm absorption peaks | > 95% accuracy | Clear, coloured, contaminated |
| HDPE identification | 1190 nm + 1720 nm absorption peaks | > 95% accuracy | All colours including black |
| PVC detection and rejection | 1150 nm + 1680 nm absorption peaks | > 97% detection | Critical contamination flag |
| PP identification | 1190 nm + 1380 nm absorption peaks | > 95% accuracy | All surface states |
| LDPE / LLDPE identification | 1190 nm + 1380 nm variant peaks | > 93% accuracy | Film and rigid formats |
| PS identification | 1190 nm absorption signature | > 93% accuracy | Clear and coloured |
| Black plastic identification | NIR absorption (RGB blind) | > 92% accuracy | Carbon-black filled grades |
| Non-plastic contaminant | Spectral null or cellulose signature | > 95% rejection | Metal, paper, glass |
Expected Outcomes & ROI
| Outcome Metric | Baseline (RGB / Manual) | Target (NIR/SWIR) | Improvement |
|---|---|---|---|
| Polymer classification accuracy | 60–75% (same-colour confusion) | 95%+ per class | 25–35% accuracy gain |
| Black plastic recovery rate | Near zero (RGB blind) | > 90% identified | New revenue stream |
| PVC contamination in PET bale | 2–5% (undetected) | < 0.3% | > 90% reduction |
| Manual sorter headcount | 3–6 per shift | 0–1 (oversight) | 3–5 FTE redeployed |
| Sorted bale purity (PET) | 85–90% | > 97% | Food-grade rPET eligible |
| Throughput capacity | Limited by human sort rate | Conveyor-speed limited | 3–5× increase |
| Material value per tonne | Mixed / contaminated rate | Premium purity rate | 30–60% value uplift |
Implementation Considerations
Rollout begins with a spectral feasibility study collecting samples across contamination levels and colour variants, with a confidence report delivered within two weeks. Phase 2 mounts the system in monitoring-only mode for 2–4 weeks validation. Phase 3 activates actuation and runs full sort loops. The phased approach accommodates seasonal and geographic waste stream variation, with quarterly model updates ensuring sustained accuracy without hardware changes.
The full application note covers detailed system architecture, camera and lighting configuration parameters, model training methodology, integration with existing MES and ERP systems, and a step-by-step deployment checklist validated across multiple production sites.


